Kiến thức cơ bản về thiết kế và chế tạo Kim loại tấm - Nguyên công uốn
Mở đầu
Nguyên công uốn là gì?

Có nhiều định nghĩa về Uốn (Bending):
- Uốn là quá trình chế tạo cho ra hình dạng chữ V, chữ U hoặc mép, … theo một trục thẳng đối với các vật liệu mỏng, dễ uốn nhất là trong kim loại tấm [5].
- Uốn là nguyên công biến đổi các phôi có trục thẳng thành các chi tiết có trục cong [3].
- Uốn trong kim loại tấm được xác định như là sự kéo dãn của kim loại quanh một trục thẳng [1]
- Uốn, gấp mép và lên viền được sử dụng rộng rãi trong chế tạo kim loại tấm với yêu cầu chi tiết có hình dạng uốn cong đơn giản hoặc phức tạp [2].
Do tính chất đa dạng của nguyên công uốn và không làm mất tính tổng quát, ở đây mình dùng định nghĩa của Mikell P. Groover trong tài liệu 1. Sau này khi đi vào các loại nguyên công cụ thể, mình sẽ nêu lại chi tiết hơn phù hợp với loại nguyên công đó.

Tính toán về uốn
Một vấn đề quan trọng trong thiết kế và chế tạo kim loại tấm đó là tính toán được sự biến dạng của kim loại trong và sau quá trình uốn. Có nhiều nghiên cứu cũng như mô hình được đưa ra để mô tả quá trình này. Ở đây với mức độ ứng dụng và có khả năng thực hiện với các phần mềm CAD thông dụng như Inventor, Solid Work…, mình xin giới thiệu về các mô hình tính toán đơn giản.
Trước hết, chúng ta nói về khái niệm đường trung hòa (Neutral Axis). Khi một tiết diện kim loại bị uốn, các thới kim loại ở dưới bị kéo dãn ra và thớ kim loại ở trên bị nén lại như hình dưới. Như vậy ở vùng tiếp giáp với hai vùng trên sẽ có một đường không bị kéo hay nén, đường này gọi là đường trung hòa. Chúng ta có nhận xét rằng đường trung hòa của tiết diện sau khi uốn bằng chính chiều dài của tiết diện trước khi uốn. Nhờ vào tính chất này, chúng ta có thế tính toán chính xác kịch thước phôi phẳng trước khi đem uốn để có chi tiết uốn đạt yêu cầu dựa vào các thông số liên quan.
Hệ số K: tỉ số giữa chiều dày vùng bị nén và chiều dày phôi. Chỉ số này có ý nghĩa quan trọng để tính toán quá trình uốn.


Hệ số K phụ thuộc vào nhiều yếu tố bao gồm vật liệu, kiểu uốn, dụng cụ … và thông thường có giá trị từ 0.3 đến 0.5. Trong thiết kế kim loại tấm, hệ số K dùng để xác định lượng vật liệu cần cho quá trình uốn để chi tiết có được kích thước mong muốn. Sử dụng hệ số K và bán kính uốn để tính bán kính uốn của đường trung hòa sau đó tính toán chiều dài uốn của đường trung hòa dựa vào góc uốn.
Sau đây là bảng hệ số K tham khảo [5]: (các phần sau sẽ nói rõ hơn)
Hệ số K thông thường
|
Nhôm
|
Thép
| |
Bán kính
|
Vật liệu mềm
|
Vật liệu có
độ cứng vừa phải
|
Vật liệu cứng
|
Air Bending
| |||
0 đến bằng chiều dày
|
0.33
|
0.38
|
0.40
|
Từ một đến 3 lần chiều dày
|
0.40
|
0.43
|
0.45
|
Hơn 3 lần chiều dày
|
0.50
|
0.50
|
0.50
|
Bottoming
| |||
0 đến bằng chiều dày
|
0.42
|
0.44
|
0.46
|
Từ một đến 3 lần chiều dày
|
0.46
|
0.47
|
0.48
|
Hơn 3 lần chiều dày
|
0.50
|
0.50
|
0.50
|
Coining
| |||
0 đến bằng chiều dày
|
0.38
|
0.41
|
0.44
|
Từ một đến 3 lần chiều dày
|
0.44
|
0.46
|
0.47
|
Hơn 3 lần chiều dày
|
0.50
|
0.50
|
0.50
|
Khi thiết kế ta thường chỉ quan tâm đến các thông số của chi tiết mà không quan tâm đến kích thước của phôi phẳng (như hình bên dưới). Khi đó để có được kích thước phôi đúng ta phải tính đếnBend Allowrance và Bend Deduction khi tiến hành trải tấm. Các phần mềm CAD thông dụng hiện nay cũng dựa vào phương pháp này và các thông số của người dùng.
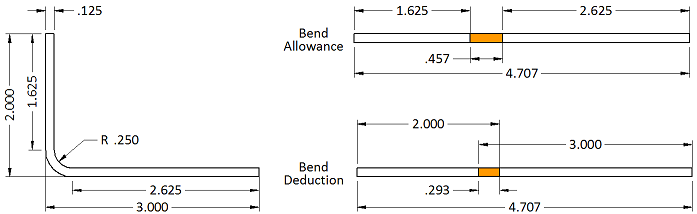
Bend Allowrance và Bend Deduction:
Bend Allowrance chính là chiều dài uốn của đường trung hòa đã nói ở trên. Quá trình tính toán cụ thể như sau:
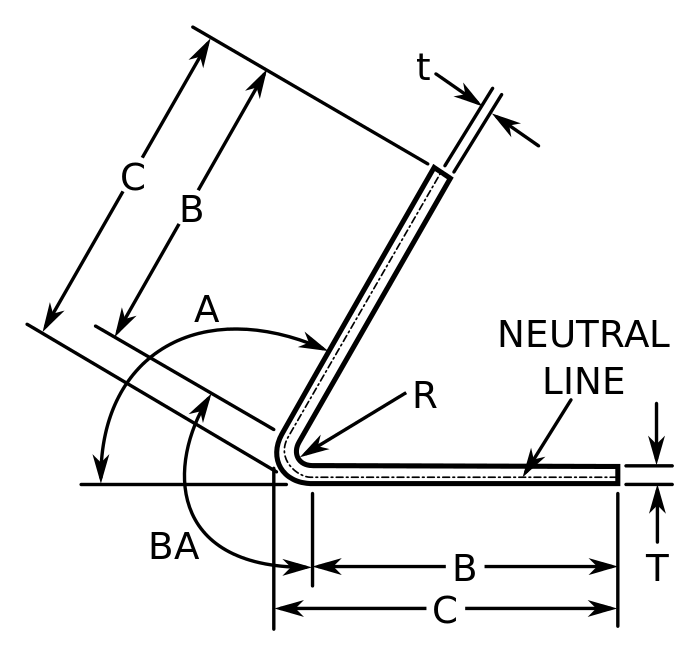
BA = A × (R + K × T) (*)
BD = 2× (R+T) × tan(A/2) - BA
Lf = B1 + B2 + BA
Lf = C1 + C2 – BD (**)
- Lf = Chiều dài phối phẳng
- BA = Bend allowance
- BD = Bend deduction
- R = Bán kính uốn
- K = Hệ số K
- T = Chiều dày tấm
- t = Khoảng cách từ mặt trong đến đường trung hòa
- A = Góc uốn (rad)
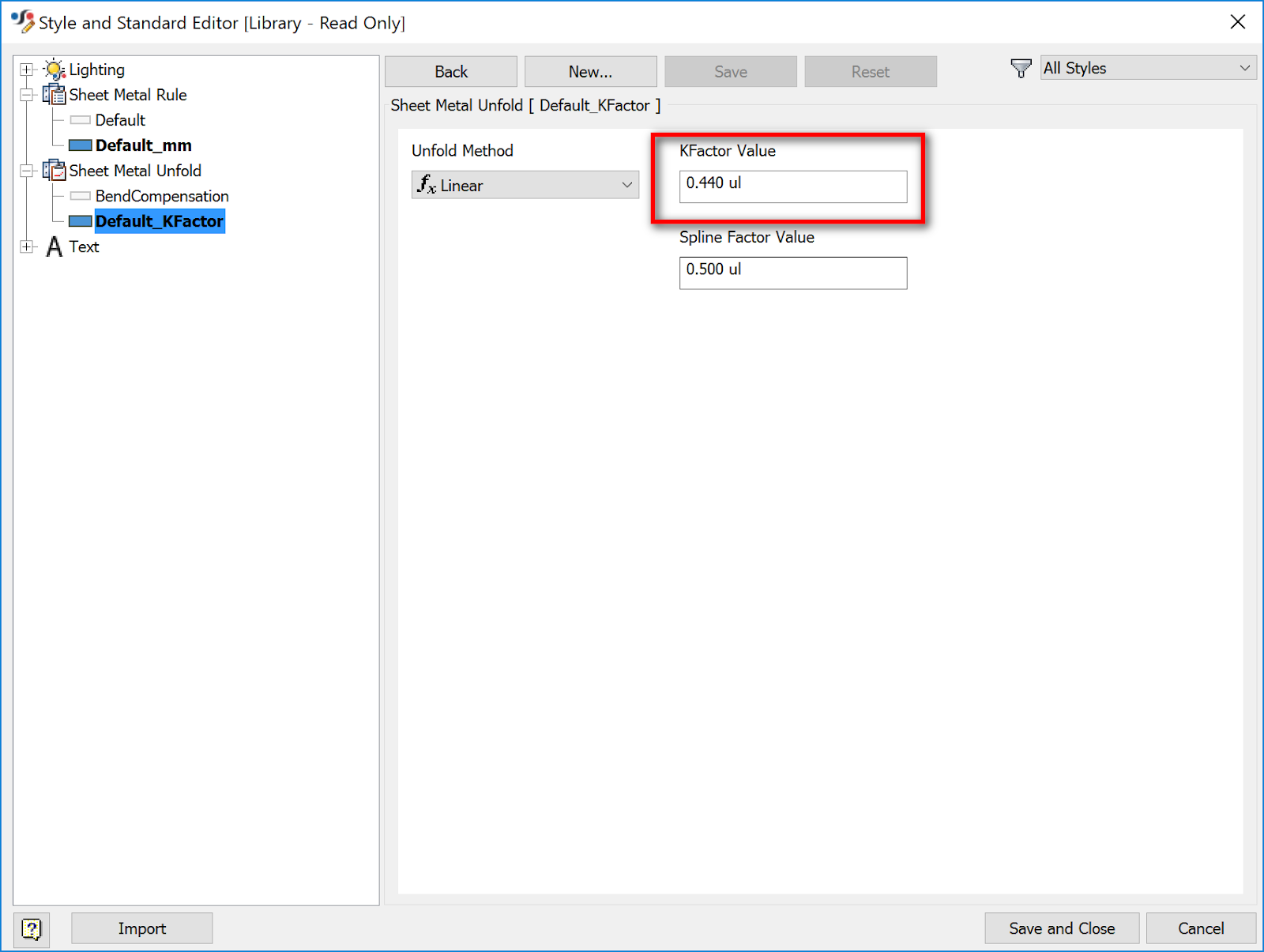
Trong phần mềm Inventor, ta có thể thiết kế và trải tấm với Bend allowance (hệ số K) và Bend Deduction.
Với hệ số K, ta xác định dựa vào thực tế sản xuất (test thử, đo đạc và sử dụng công thức (*) hoặc vào link http://knac.co.nz/calculator/ để tính hệ số K). Sau đó nhập vào phần mềm trong các Sheet-Metal Rules và Sheet-Metal Styles phù hợp với mỗi loại vật liêu, dạng máy sản xuất, nhà cung cấp hoặc bên gia công.
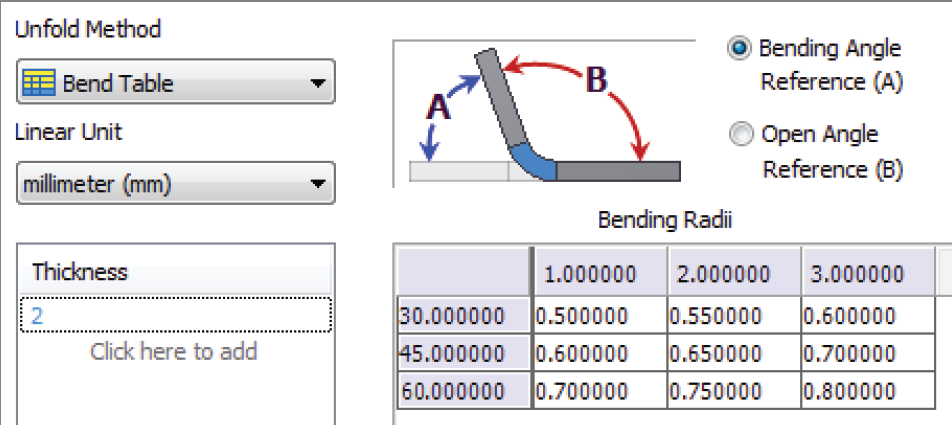
Với Bend Deduction, đây là phương pháp chính xác nhất để trải tấm với Inventor. Bạn cần tiến hành loạt thí nghiệm với vật liệu và thông số giống như thật tế sản xuất. Sau đó tính toán (sử dụng công thức (**)) và đưa ra bảng các thông số về Bend Deduction phụ thuộc vào bán kính, chiều dày, góc uốn rồi nhập vào Inventor. Inventor sẽ sử dụng số liệu này để tiến hành trải tấm. Nếu các thông số thiết kế của bạn nằm giới hạn của bảng này, Inventor sẽ tự động nội suy tuyến tính để lấy số liệu. Như vậy độ tin cậy của kết quả phụ thuộc vào số thí nghiệm bạn làm và sự chính xác của quá trình đo đạc.
Vậy câu hỏi ở đây là phương pháp nào nên dùng trong trường hợp nào?
Bạn cần trả lời 2 cầu hỏi:
- Bạn thuê ngoài để gia công tấm?
- Bạn cần độ chính xác bao nhiêu?
Cho dù thuê ngoài hay tự sản xuất, bạn cần có số liệu từ xưởng sản xuất. Nếu khả năng sản xuất và yêu cầu sản phẩm không cao, bạn có thể dùng hệ số K. Tuy nhiên, hệ số K cho ra sản phẩm với dung sai lớn vì đây là phương pháp xấp xỉ và phụ thuộc nhiều vào từng loại máy. Với yêu cầu độ chính xác cao, bạn cần dùng Ben Table với các thông số cụ thể về bán kính và góc uốn, loại máy, vật liệu và chiều dày. Thậm chí bạn cần thí nghiệm với từng đợt nhập vật liệu nếu yêu cầu dung sai khắt khe.
Tài liệu tham khảo
[1] Fundamentals of Modern Manufacturing - Mikell P. Groover
[2] Sheet Metal Forming Processes And Applications - Taylan Altan and A. Erman Tekkaya
[3] Công nghệ tạo hình Kim loại tấm – Nguyễn Mậu Đằng
[5] https://en.wikipedia.org/wiki/Bending_(metalworking) – 14/11/2016












